Ký hiệu thuốc hàn theo tiêu chuẩn AWS (American Welding Society) là một phương pháp đánh giá chất lượng của việc hàn.

Các vị trí hàn trong hầu hết các trường hợp được chia ra thành hàn kết cấu và hàn ống. Các vị trí kết cấu là cho hàn tấm, các vị trí hàn ống cũng được áp dụng với hàn ống với tấm hoặc hàn với mặt phẳng nghiêng.
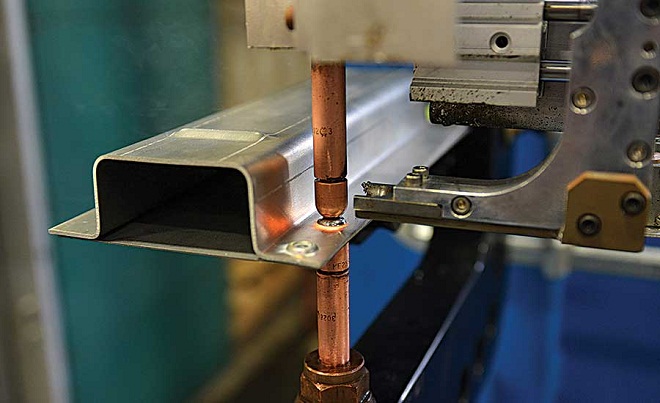
Phương pháp hàn điện tiếp xúc là một trong những phương pháp hàn tiên tiến không cần dùng que hàn hoặc chất trợ dung mà vẫn đảm bảo được mối hàn tốt. Phương pháp hàn này đã được cơ khí hóa và tự động hóa.

Hàn điện xỉ (ESW- Electroslag Welding) hoàn toàn khác với quy trình hàn hồ quang, do đó chúng thuộc một nhóm riêng.
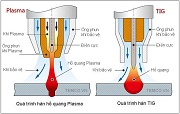
Hồ quang plasma được hiểu là khí bị ion hóa (chỉ chứa các điện tử và ion) và có khả năng dẫn điện, plasma được coi là trạng thái thứ tư của vật chất tiếp theo sau ba trạng thái rắn, lỏng và khí.

Chiều dài hồ quang, tốc độ hàn, dòng điện hàn... là các thông số cơ bản của quy trình TIG. Trong bài viết này chúng ta lần lượt cùng khảo sát các thông số trên.
Hàn TIG(Tungsten Inert Gas) còn có tên gọi khác là hàn hồ quang tungsten trong môi trường khí – GTAW (Gas Tungsten Arc Welding) thường được gọi với tên hàn argon hoặc WIG(Wonfram Inert Gas).

Hàn tự động dưới lớp thuốc có tên viết tắt tiếng Anh là SAW(Submerged Arc Welding), còn có tên gọi là hàn hồ quang chìm hay hồ quang ngầm, là phương pháp hàn trong đó hồ quang được bảo vệ bởi lớp thuốc dạng bột.

Đối với hàn MIG-MIG bán tự động, cấu tạo súng hàn cơ bản gồm có: mỏ hàn có hình dạng tương tự cây súng ngắn, có cổ cong hoặc cổ thẳng, ống tiếp điện(béc hàn) để chuyển dòng điện hàn đến dây
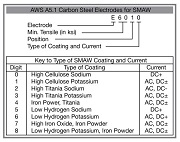
Hệ thống đánh số ký hiệu que hàn theo tiêu chuẩn AWS (American Welding Society ) có thể cho người thợ hàn biết về các thông số, ứng dụng của que hàn và nó nên được sử dụng như thế nào để tối đa hóa hiệu năng.
Hàn dây lõi thuốc (FCAW) là một bước phát triển của phương pháp hàn hồ quang trong môi trường khí bảo vệ (GMAW). Là sự cải tiến quy trình hàn MIG/CO2, trong đó dây điện cực được thay bằng dây điện cực lõi trợ dung, nghĩa là dây hình trụ bên trong chứa chất trợ dung hàn thích hợp.

Vật liệu chính của quá trình hàn MIG-MAG cơ bản có hai loại: khí bảo vệ vùng hàn và dây hàn
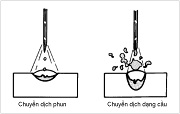
Các chuyển dịch trong hồ quang hàn bao gồm: Chuyển dịch theo kiểu phun dọc trục, chuyển dịch kim loại dạng cầu (hoặc dạng giọt lớn), chuyển dịch kim loại bằng ngắn mạch, ngoài ra còn có chuyển dịch biến thể như chuyển dịch dòng xung

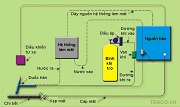
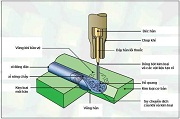
Trang thiết bị MIG-MAG cơ bản gồm nguồn điện hàn DC, bộ cấp dây hàn, bộ cung cấp khí bảo vệ, các bộ điều khiển dây hàn, dòng hàn, khí bảo vệ, nước làm nguội (nếu có) và súng hàn.

Phương pháp hàn này có tên gọi là hàn hồ quang kim loại trong môi trường khí bảo vệ. Hoặc tên thông dụng là hàn dây, hàn MIG, hàn CO2. Tên gọi quốc tế là GMAW (Gas Metal Arc Welding).

Ngày nay, cắt kim loại bằng Plasma đã trở nên ngày càng thông dụng. Công nghệ Plasma ngày càng hiện đại, tiện dụng, rẻ và hiệu quả kinh tế cao.
Trong các phương pháp hàn, phương pháp hàn được áp dụng phổ biến nhất đó là hàn hồ quang tay với que hàn có thuốc bọc.

Nguyên lý hoạt động của máy cắt CNC plasma để thực hiện quá trình cắt kim loại dựa trên sự di chuyển của khí plasma.

Ngày nay, hệ thống cắt Plasma đã không còn quá xa lạ với nhiều người. Để máy cắt làm việc hiệu quả, tạo ra những đường cắt đẹp thì cần chú trọng đến hệ thống cung cấp năng lượng và quy trình điều khiển máy cắt.

Sau khi trình bày phần 1 phần tiếp theo phần 2 sẽ là các nhóm thuốc bọc chính của que hàn và lựa chọn que hàn theo yêu cần của mối hàn.

Kỹ thuật hàn vảy cá là kỹ thuật hàn rất khó. Để làm nổi vảy cá trên mỗi mũi hàn đòi hỏi thợ hàn phải có ngón tay cực kỳ linh hoạt, phối hợp hài hòa và cực kỳ ổn định điêu luyện. Để làm được điều này phải trải qua vài năm thực hành.

Sự cháy ổn định của hồ quang, độ ngấu, hệ số đắp và khả năng hàn được ở các tư thế ngược chịu ảnh hưởng lớn bởi thành phần hóa học của thuốc hàn.

Hàn là sự kết nối thành một khối các chi tiết kim loại hoặc phi kim loại nối với nhau bằng lực liên kết nguyên tử nhờ vào sự nung nóng hay biến dạng dẻo cục bộ trên hai bề mặt đối tiếp.