Hàn TIG(Tungsten Inert Gas) còn có tên gọi khác là hàn hồ quang tungsten trong môi trường khí – GTAW (Gas Tungsten Arc Welding) thường được gọi với tên hàn argon hoặc WIG(Wonfram Inert Gas).
Hồ quang cháy giữa điện cực tungsten không nóng chảy và chi tiết hàn được bảo vệ bởi dòng khí thổi qua mỏ phun, sẽ cung cấp nhiệt làm nóng chảy mép chi tiết, sau đó có hoặc không dùng que đắp tạo nên mối hàn.
Kim loại đắp (que hàn có đường kính Ø 0,8 mm đến Ø 4,0 mm) được bổ sung vào vũng chảy bằng tay hoặc nhờ thiết bị tự động khi dùng dây cuộn(cuộn dây có đường kính từ Ø 0,8 mm đến Ø 2,0 mm).
Vũng chảy được bảo vệ bằng dòng khí trơ (lưu lượng 5 đến 25 lít/phút) Argon hoặc Argon + Helium, khi hàn tự động có thể dùng Argon + H2.
Đặc điểm và công dụng
Đặc điểm:
- Điện cực không nóng chảy
- Không tạo xỉ hàn do không có thuốc hàn
- Hồ quang, vũng chảy quan sát và kiểm soát dễ dàng
- Nguồn nhiệt tập trung và có nhiệt độ cao.
Ưu điểm
- Có thể hàn được kim loại mỏng hoặc dày do thông số hàn có phạm vi điều chỉnh rộng (từ vài Ampe đến vài trăm Ampe)
- Hàn được hầu hết các kim loại và hợp kim với chất lượng cao
- Mối hàn sạch đẹp, không lẫn xỉ và văng tóe
- Kiểm soát được độ ngấu và hình dạng vũng hàn dễ dàng
Nhược điểm
- Năng suất thấp
- Đòi hỏi thợ có tay nghề cao
- Giá thành tương đối cao do năng suất thấp
Công dụng
- Là phương pháp hiệu quả khi hàn nhôm, inox và hợp kim nikel
- Thường dùng hàn lớp ngấu trong qui trình hàn ống chịu áp lực
- Hàn các kim loại, hợp kim khó hàn như titan, đồng đỏ.
Trang bị hàn TIG
Trang thiết bị cơ bản của hàn TIG bao gồm các bộ phận chính: Nguồn điện hàn được thiết kế để cung cấp điện AC, DC, hoặc cả hai, mỏ hàn với điện cực wolfram được làm nguội bằng nước hoặc bằng khí, nguồn cung cấp khí trơ, các bộ điều khiển.

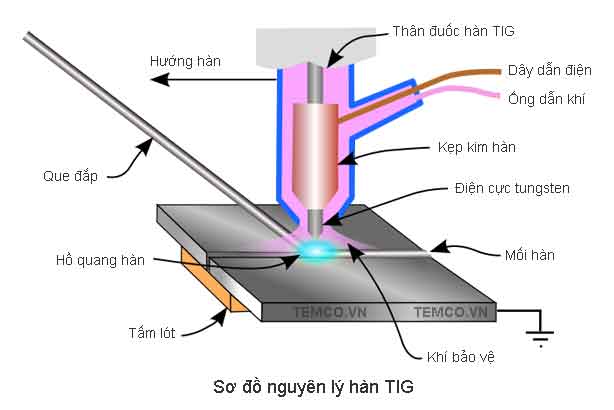
Sơ đồ hệ thống hàn TIG
Bộ phận quan trọng nhất của mọi thiết bị TIG là bộ tạo tần số cao (HF), điện áp cao tàn số cao tác dụng lên dòng điện hàn. Do điều này, khí bảo vệ ( Ar, He, hoặc hỗn hợp Ar-He) sẽ được ion hóa tạo thành đường dẫn giữa chi tiết gia công và điện cực Wolfram. Hồ quang có thể bắt đầu xuất hiện không cần tiếp xúc trực tiếp điện cực wolfram với chi tiết hàn. Cần phải tránh sự mồi hồ quang bằng cách chạm điện cực Wolfrom vào chi tiết hàn do sự ô nhiễm và mòn đầu điện cực, Wolfram có thể lẫn vào mối hàn, làm giảm các tính chất của kim loại mối hàn.
Trong trường hợp hàn TIG bằng dòng điện một chiều, khi xuất hiện hồ quang, có thể không cần sự chồng chập HF. Tuy nhiên, trong trường hợp Hàn TIG dòng điện xoay chiều, cần phải có sự chồng chập HF liên tục để cải thiện tính ổn định hồ quang.
Khí bảo vệ
Bất kỳ loại khí trơ nào cũng có thể dùng để hàn TIG, song Argon và Heli được ưa chuộng hơn cả vì giá thành tương đối thấp, trữ lượng khí khai thác dồi dào. Argon: khí trơ không màu, mùi, vị, không độc và không phản ứng hóa học với bất cứ vật chất nào khác ở mọi nhiệt độ hoặc áp suất. Argon được trích từ khí quyển bằng phương pháp hóa lỏng không khí và tinh chế đến độ tinh khiết 99,9 %, có tỉ trọng so với không khí là 1,33. Argon được cung cấp trong các bình áp suất cao hoặc ở dạng khí hóa lỏng với nhiệt độ -184 oC trong các bồn chứa. Heli : khí trơ không màu, mùi, vị. Tỉ trọng so với không khí là 0,13 được khai thác từ khí thiên nhiên, có nhiệt độ hóa lỏng rất thấp – 272 oC, thường được chứa trong các bình áp suất cao.
So sánh khí Argon và Heli
| Argon | Heli |
|
- Dễ mồi hồ quan do năng lượng ion hóa thấp - Nhiệt độ hồ quang thấp hơn - Bảo vệ tốt hơn do nặng hơn khi hàn sấp - Lưu lượng cần thiết thấp hơn - Điện áp hồ quan thấp hơn nên năng lượng hồ quang thấp hơn - Giá thành rẻ hơn - Chiều dài hồ quang ngắn, mối hàn hẹp - Có thể hàn chi tiết mỏng |
- Khó mồi hồ quan do năng lượng ion hóa cao - Nhiệt độ hồ quang cao hơn - Bảo vệ kém hơn do nhẹ hơn khi hàn sấp - Lưu lượng sử dụng cao hơn - Điện áp hồ quang cao hơn nên năng lượng hàn lớn hơn - Giá thành đắt hơn - Chiều dài hồ quang dài, mối hàn rộng - Thường dùng hàn các chi tiết dày |
Hỗn hợp khí
Sự trộn hai khí Argon và Heli có ý nghĩa thực tiễn rất lớn. Nó cho phép kiểm soát chặt chẽ năng lượng hàn cũng như hình dạng của tiết diện mối hàn. Khi hàn chi tiết dày, hoặc tản nhiệt nhanh, sự trộn Heli vào Argon cải thiện đáng kể quá trình hàn.
Nitơ ( N2 ) đôi khi được đưa vào Argon để hàn đồng và hợp kim đồng, Nitơ tinh khiết đôi khi được dùng làm khí bảo vệ mặt lưng khi hàn thép không gỉ. Hổn hợp Ar – H2 việc bổ sung hydro vào Argon làm tăng điện áp hồ quang và các ưu điểm tương tự Heli. Hổn hợp với 5% H2 đôi khi làm tăng độ làm sạch của mối hàn TIG bằng tay. Hổn hợp với 15% được sử dụng để hàn cơ khí hóa tốc độ cao cho các mối hàn giáp mí với thép không rỉ dày đến 1,6 mm, ngoài ra còn được dùng để hàn các thùng bia bằng thép không rỉ với mọi chiều dày, với khe hở đáy của đường hàn từ 0,25 – 0,5 mm. không nên dùng nhiều H2 , do có thể gây ra rỗ xốp ở mối hàn. Việc sử dụng hổn hợp này chỉ hạn chế cho các hợp kim Ni, Ni – Cu, thép không gỉ.
Điện cực tungsten
Điện cực dùng trong phương pháp hàn TIG bao gồm các loại: tungsten nguyên chất, tungsten có chứa 1.7÷2.2% thoriated, 0,15÷0,9% ziconiated, tungsten 2% ceriated và tungsten 0.9÷2.2% lathannated.
- Tungsten nguyên chất chứa 99,5% tungsten nguyên chất, giá rẻ song có mật độ dòng cho phép thấp, đặc biệt có thể dùng dòng hàn AC và có khả năng chống nhiễm bẩn thấp.
- Tungsten 1.7÷2.2% thoria có khả năng bức xạ electron cao do đó dòng hàn cho phép cao hơn và tuổi thọ được nâng cao đáng kể. Khi dùng điện cực này hồ quang dễ mồi và cháy ổn định do vậy tính năng chống nhiễm bẩn cũng tốt. Đặc biệt khi hàn thép thì chúng giữ góc đỉnh khá tốt
- Tungsten chứa ziconia có đặc tính hồ quang và mật độ dòng hàn định mức trung gian giữa tungsten nguyên chất và tungsten thoria. Các điện cực này thích hợp với nguồn hàn AC khi hàn nhôm bởi vì sự thêm vào ziconia làm cho việc duy trì giọt cầu ở đầu điện cực tungsten ziconia là không có tính phóng xạ như loại thoria.
- Tungsten ceria cũng giống như ziconia, nó không có tính phóng xạ, song hồ qung hồ quang dễ mồi và ổn định hơn và có độ bền cao hơn.
- Tungsten lanthanna là loại có tính năng tương tự tungsten ceria.
Phân loại điện cực
| Ký hiệu | Thành phần | Chuẩn loại | Màu sắc |
| WP | Tungsten nguyên chất | Xanh lá | |
| WT | ThO2 | Tungsten thoria chứa 1.7÷2.2% thoria | Đỏ |
| WZr3 | ZrO2 | Tungsten zirconia chứa 0,15÷0,5% oxyt zirconia | Nâu |
| WZr3 | ZrO2 | Tungsten zirconia chứa 0,7÷0,9% oxyt zirconia | Trắng |
| WC20 | CeO2 | Tungsten ceria chứa 1.8÷2.2% ceria | Xám |
| WL10 | La2O3 | Tungsten lanthana 0.9÷1.2% lanthana | Đen |
| WL15 | La2O3 | Tungsten lanthana 1.4÷1.6% lanthana | Vàng |
| WL20 | La2O3 | Tungsten lanthana 1.8÷2.2% lanthana | Xanh dương |
Kích thước và mài điện cực
Tùy thuộc vào ứng dụng, vật liệu , bề dày, loại mối nối mà ta có ác dạng mài khác nhau. Khi hàn với dòng AC ta chọn điện cực lớn hơn và mài vê tròn thay vì mài nhọn như khi hàn với dòng DCEN
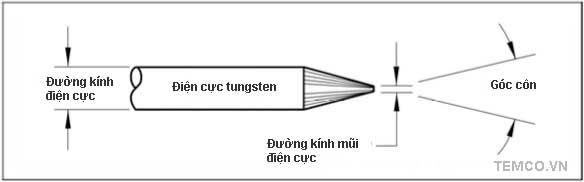
| Đường kính điện cực (mm) | Góc côn(độ) | Phân cực âm (DCEN) | ||
| Phần thân | Phần mũi | Liên tục (A) | Dòng xung (A) | |
| 1.0 | 0.125 | 12 | 2-15 | 2-25 |
| 1.0 | 0.25 | 20 | 5-30 | 5-60 |
| 1.6 | 0.5 | 25 | 8-50 | 8-100 |
| 1.6 | 0.8 | 30 | 10-70 | 10-140 |
| 2.4 | 0.8 | 35 | 12-90 | 12-180 |
| 2.4 | 1.1 | 45 | 15-150 | 15-250 |
| 3.2 | 1.1 | 60 | 20-20 | 20-300 |
| 3.2 | 1.5 | 90 | 25-250 | 25-350 |
Kích thước chi tiết mài điện cực
 |
 |
|
| Cách mài điện cực đúng | Cách mài điện cực sai |